A continuació s'explica com triar-ne una en funció de tres bits bàsics: material, recobriment i característiques geomètriques.
01, com triar el material del trepant
Els materials es poden dividir aproximadament en tres tipus: acer d'alta velocitat, acer d'alta velocitat al cobalt i carbur sòlid.
Acer d'alta velocitat (HSS):
L'acer d'alta velocitat s'ha utilitzat com a eina de tall durant més d'un segle des de 1910. És el material d'eina de tall més utilitzat i el més barat disponible avui en dia.Les broques d'acer d'alta velocitat es poden utilitzar tant en trepants manuals com en entorns més estables com ara les premses de perforació.Un altre motiu de la durabilitat de l'acer d'alta velocitat pot ser que les seves eines, que es poden esmolar repetidament, són prou econòmiques per ser utilitzades no només com a broques, sinó també com a eines de tornejat.
Acer d'alta velocitat al cobalt (HSSE):
L'acer d'alta velocitat que conté cobalt té una millor duresa i duresa vermella que l'acer d'alta velocitat.L'augment de la duresa també augmenta la resistència al desgast, però al mateix temps, es sacrifica una mica de duresa.Igual que l'acer d'alta velocitat, es poden polir per millorar-ne l'ús.

CARBUR:
El carbur cimentat és un material compost de base metàl·lica.Entre ells, el carbur de tungstè s'utilitza com a matriu, i alguns materials d'altres materials s'utilitzen com a adhesius mitjançant una sèrie de processos complexos com la premsa isostàtica en calent per a la sinterització.En duresa, duresa vermella, resistència al desgast i altres aspectes en comparació amb l'acer d'alta velocitat, hi ha una gran millora, però el cost de l'eina de carbur també és més car que l'acer d'alta velocitat.El carbur cimentat en la vida útil de l'eina i la velocitat de processament que els materials d'eines anteriors tenen més avantatges, en l'eina de mòlta repetida, la necessitat d'eines de mòlta professionals.
02, com triar el recobriment de bits
El recobriment es pot dividir aproximadament en els 5 tipus següents segons el rang d'ús.
Sense recobrir: les eines de tall sense recobrir són les més barates, normalment s'utilitzen per processar aliatges d'alumini, acer baix en carboni i altres materials tous.
Recobriment d'òxid negre: el recobriment d'oxidació pot proporcionar una lubricitat millor que l'eina sense recobrir, té una millor resistència a l'oxidació i resistència a la calor i pot millorar la vida útil de més del 50%.
Recobriment de nitrur de titani: el nitrur de titani és el material de recobriment més comú, no és adequat per processar materials d'alta duresa i alta temperatura de processament.
Recobriment de nitrur de carboni de titani: el nitrur de carboni de titani es desenvolupa a partir de nitrur de titani, té una major resistència a la temperatura i resistència al desgast, generalment morat o blau.S'utilitza al taller de Haas per fer peces de ferro colat.
Recobriment de nitrur d'alumini de titani: el recobriment de nitrur d'alumini de titani que tots els anteriors són resistents a altes temperatures, de manera que es pot utilitzar en condicions de tall més altes.Com el processament de superaliatges.També és adequat per al processament d'acer i acer inoxidable, però com que conté elements d'alumini, es produiran reaccions químiques en el processament d'alumini, per la qual cosa cal evitar el processament de materials que contenen alumini.
En general, un trepant de cobalt amb un recobriment de carbonitrur de titani o nitrur de titani és una solució més econòmica.

03. Característiques geomètriques de la broca
Les característiques geomètriques es poden dividir en les tres parts següents:
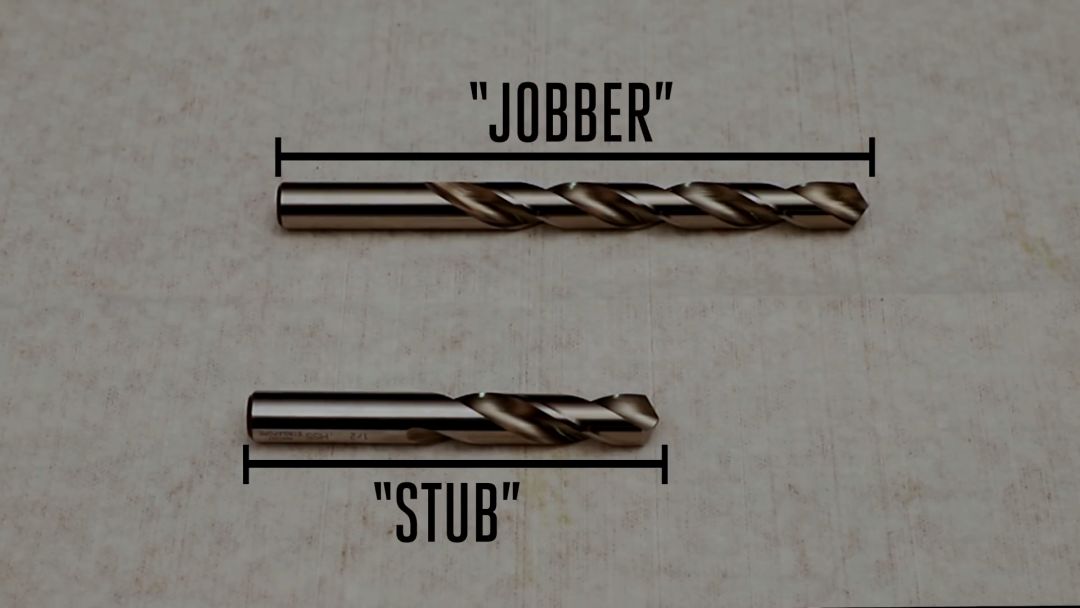
La llargada
La relació entre la longitud i el diàmetre s'anomena duplicació del diàmetre, i com més petit sigui el diàmetre, millor serà la rigidesa.Escollir una mica amb la longitud de vora adequada per a l'eliminació d'encenalls i la longitud de volada més curta pot millorar la rigidesa del mecanitzat, augmentant així la vida útil de l'eina.És probable que una longitud de vora insuficient danyi la broca.
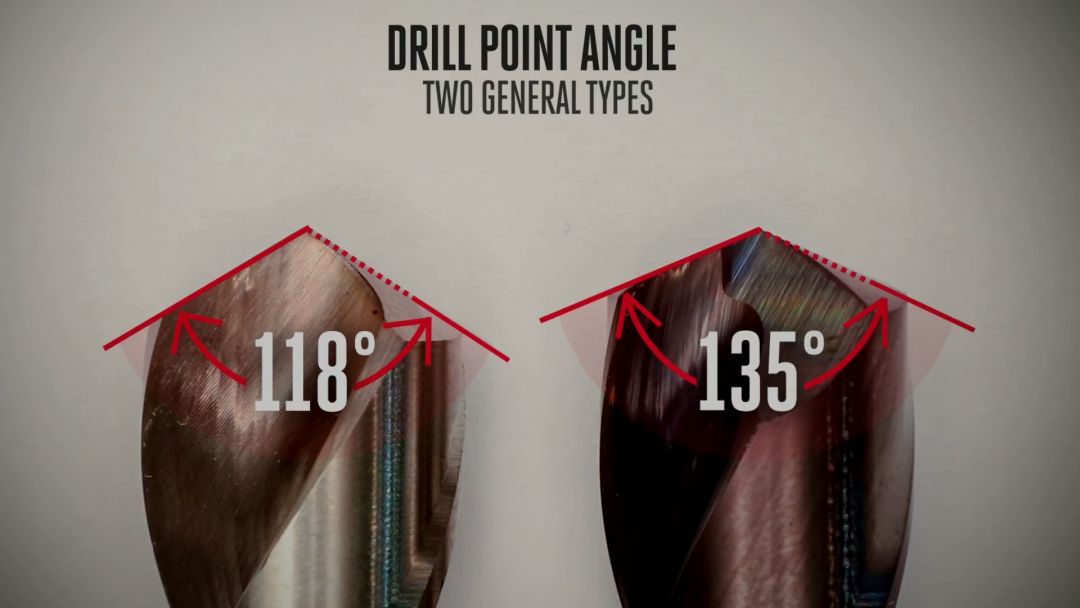
Angle de la punta del trepant
L'angle del punt de perforació de 118 ° és probablement el més comú en el mecanitzat i s'utilitza habitualment per a metalls tous com l'acer suau i l'alumini.Aquest disseny d'angle no sol ser autocentrant, el que significa que el forat de centrat s'ha de mecanitzar inevitablement primer.L'angle de la punta del trepant de 135° sol ser autocentrant, cosa que estalvia molt de temps eliminant la necessitat de processar un únic forat de centrat.
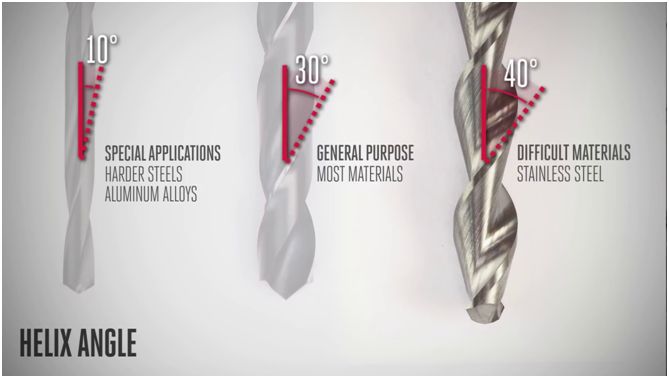
Angle espiral
Un angle en espiral de 30° és una bona opció per a la majoria de materials.Tanmateix, per als entorns on els talls s'eliminen millor i les vores de tall són més fortes, es pot seleccionar una mica amb un angle espiral més petit.Per a materials difícils de treballar com l'acer inoxidable, es pot utilitzar un disseny amb un angle espiral més gran per transferir el parell.
Hora de publicació: 01-set-2022